排氣閥鑄件的結(jié)構(gòu)如圖1所示,其形狀為一長桿件,頂部(菌部)為圓臺形,采用立式離心鑄造方法生產(chǎn)排氣閥,采用感應(yīng)凝殼熔煉(ISM)方法熔煉TiAl基合金,在真空澆注室澆注,整個澆注系統(tǒng)如圖2所示。熔體經(jīng)導(dǎo)向板注入中心澆道,然后充填鑄型。鑄型采用金屬型,排氣閥型腔部分采用模具鋼,其余部分采用碳鋼。鑄型的結(jié)構(gòu)采用嵌入式,對分結(jié)構(gòu),中心澆道的上部略小于下部,可在一定程度上減小熔體的溢出傾向。鑄型的底部固定在離心轉(zhuǎn)臺上,隨轉(zhuǎn)臺一同旋轉(zhuǎn)。排氣閥水平放置在中心澆道的兩側(cè),熔體從菌部注入。一次澆注兩件。
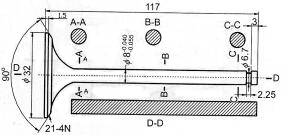
圖1 鑄件結(jié)構(gòu)圖
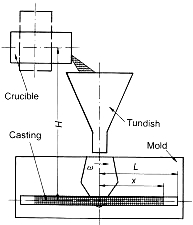
圖2 澆注系統(tǒng)示意圖
運用計算方程及其相應(yīng)開發(fā)的軟件,對排氣閥鑄件進行了三維充填及凝固過程數(shù)值模擬,首先,由于這一過程較復(fù)雜,本文只對鑄件部分進行數(shù)值模擬,忽略了金屬熔體在直澆道中的流動,并且假設(shè)在鑄件入口處完全充滿。根據(jù)計算,在入口處熔體以V0=1000mm/s的速度充填,離心鑄造旋轉(zhuǎn)臺轉(zhuǎn)速w=300r/min,入口距旋轉(zhuǎn)軸的距離是L0=100mm。然后對上述系統(tǒng)進行網(wǎng)格剖分,并且將其帶入模擬程序中進行模擬,模擬結(jié)果如圖3所示,其選取的截面是D-D截面,D-D截面具體位置如圖1所示,D-D截面全面反映了熔體流動的全過程,包括充填形式,充填位置,及充填過程溫度的變化等。
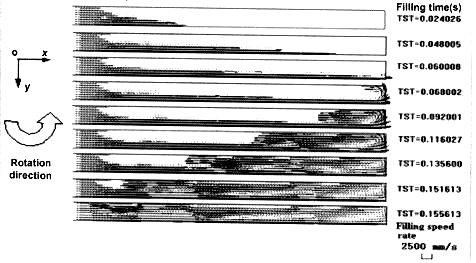
圖3 D-D截面不同時間充填速度分布
圖3為排氣閥D-D截面充填的速度場,從圖中可以看到熔體自入口處進入型腔,然后沿鑄型的后壁向前流動,抵達遠端后反向充填,反向充填時正反方向的接觸面相對速度很大,易形成渦流,熔體反向充填結(jié)束時在入口處形成一個封閉的體積.在向前流動的同時,熔體的截面逐漸減少,而且,自由表面發(fā)生旋轉(zhuǎn),這一現(xiàn)象反映在圖4當(dāng)中,圖4為充填過程的截面變化及自由表面旋轉(zhuǎn)變化的情況。
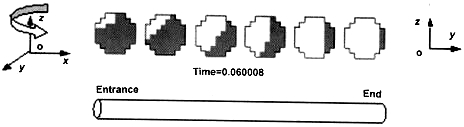
圖4 熔體不同位置橫截面積及自由表面傾角
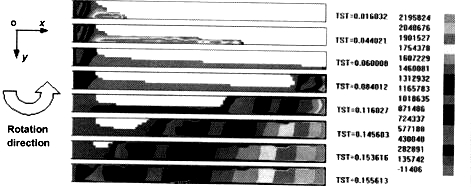
圖5 D-D截面不同時間壓力場
在充填過程當(dāng)中,熔體的相對壓力變化如圖5所示,熔體在正向充填時壓力充填并未體現(xiàn),體現(xiàn)這一壓力充填的過程是從反向充填開始,形成了壓力在遠端最大,入口處最小的壓力梯度。圖6為充填過程的溫度變化規(guī)律,從圖中可以看到,熔體在向前流動中溫度逐漸降低,形成一個從入口到遠端,然后再從遠端到入口的凝固順序,這對補縮不利。
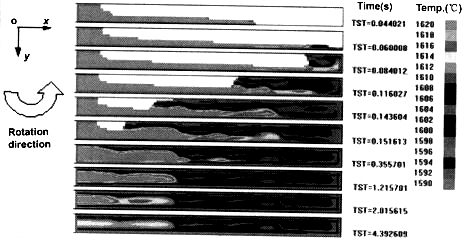
圖6 D-D截面不同時間溫度場
加上排氣閥細長的桿狀結(jié)構(gòu),容易形成縮松缺陷。上述模擬軟件在以石蠟作為熔體材料的離心鑄造中進行了實際應(yīng)用,數(shù)值模擬運算結(jié)果和實驗結(jié)果吻合。
地 址:上海市金山區(qū)興塔工業(yè)區(qū)
咨詢電話:021-57362601
手機號碼:13816357694
電子郵箱:hanyuev@163.com
網(wǎng) 址:http://www.taoke28.com
 網(wǎng)站首頁
網(wǎng)站首頁